Introduction
Power transformers are large capital items with long lead times for production; they are critical to our electric infrastructure, and their reliability is an important subject for analysis. Reliability, however, doesn’t just ‘”happen” – it is a consequence of specifying and buying a well-built transformer and ensuring careful shipment to site, proper installation and subsequent life management. These technical activities and processes are included in an overall asset management program, which balances cost, risk and performance. Reliable in-service transformers are the result of more than just ”data” and statistics; there needs to be action planned and intervention performed to address reliability issues at the source.

Figure 1: Large Power Transformer
What, exactly, is meant by the term “reliability” is open to interpretation, but it usually is based on an ability to predict future performance. If we wish to use reliability as an indicator of an ability to perform a role consistently well, it may require intervention so that deteriorating performance can be addressed. As is well known, maintenance as an intervention can also lead to future unreliability.
Reliability may be measured in electric supply system terms such as System Average Interruption Duration Index (SAIDI), Customer Average Interruption Duration Index (CAIDI) and System Average Interruption Frequency Index (SAIFI), which look at the average duration and frequency of system interruptions, or outages. These can be very useful statistics, but do not necessarily identify the interventions required to improve reliability. For power transformers, we can simplify the matter by relating reliability to failure: what do we need to do to keep a power transformer operating at acceptable performance levels? There are many possible causes of failure, and hence, many possible causes of unreliability. Addressing these causes before they develop into a problem is crucial to driving acceptable performance and reliability. Calculating the probability of failure of an individual transformer, or the expected number of failures for a population in a given timeframe, is a complex matter – but improving the reliability can be addressed through proper life management.
In the following sections, we will look at examples from different stages of a power transformer’s lifetime, where something caused an unplanned unavailability of a power transformer and required intervention over and above that which was specified or planned for that power transformer.
Initial Specification and Design Review
Is the power transformer we need something well understood and for a well-defined purpose? Given that we have been making power transformers for well over a hundred years, the answer to the question would seem to be yes. But there are times when reusing a previous specification can lead to future performance issues. The increased failure rate of wind farm transformers, as compared to the more common transmission and distribution power transformers, was discussed by Ayers and Dickinson [1] in a 2011 paper where they noted:
“It has been recognized that wind farm step-up trans¬formers are a unique application and demand their own special requirements, both in Europe and the United States.”
Variable loading with consequent thermal cycling, multiple harmonics, high levels of harmonic distortion and non-sinusoidal loads, meant that in the authors’ words:
“These cumulative effects put the wind turbine step-up transformer at a higher risk of insulation and dielectric stress and failure than either the typical ‘off the shelf’ distribution transformer or the power generator step-up transformer experiences.”
Thus, problems can be built in at the design of the power transformer if the role, future working environment and operating parameters are not specified and addressed in detail. Corsi et al. [2] note that a design review is vital and usually performed at the manufacturer’s facility to address any specific issues:
“Ensuring that a good quality product is manufactured and delivered successfully is difficult, and the process should begin early in the procurement process by the proper selection of the manufacturer and by establishing the suitability of the proposed transformer design.”
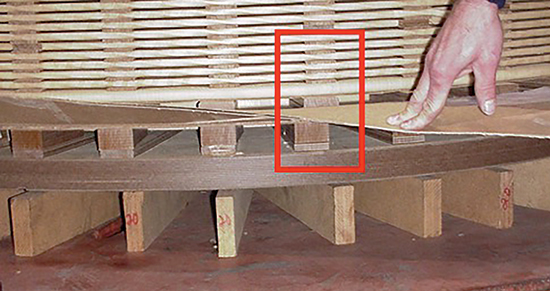
Figure 2: Coil Block Misalignment Found During Pre-Tanking Inspection
Factory Inspection and Test
Factory inspections are used to demonstrate that the production of a power transformer is in compliance with technical specifications and applicable industry standards, and to assess the overall quality of the transformer. Factory tests are an integral part of the production process – performed on the various sub-components individually and together as the transformer is built.
Pre-tanking inspections are not common but can identify a variety of issues. Prout [3], in a presentation at the Doble “Life of a Transformer Seminar,” gives several examples of issues found during inspection activities which could have seriously reduced the power transformer’s performance. In addition, an in-service failure for a transformer could be traced to coil blocking misalignment – something which would allow the transformer to pass factory tests but would weaken the transformer’s ability to withstand mechanical stresses. An example of such coil blocking misalignment is shown in Figure 2.
For one manufacturer, only 10 percent of customers performed a pre-tank inspection of their own [3], which is disappointing as issues can be addressed much more easily at this stage when proper steps are taken.
Factory testing is well understood, and most purchasers will either witness this testing themselves, or they will send a third party to perform this function on their behalf. It is important to understand the test method and the test object so that results can be compared to expectations and to standard or permissible limits. One commonly required test is sweep frequency response analysis (SFRA), which is used to detect and, possibly, diagnose mechanical movement, such as winding deformation, in power transformers. Performing SFRA is a common element of factory acceptance tests. SFRA is often performed with the transformer in shipping configuration, just before shipment, so that further tests may be performed on arrival. In a case reported by Leal [4], SFRA was performed with a transformer in shipping configuration with unexpected results.
The pre-shipping SFRA traces showed significant vari¬ation, both with respect to the previous traces from the factory acceptance tests and between phases. If these tests had not been performed at the factory, the trans¬former status on arrival would be drawn into question, and possibly cause a return to the manufacturer – which would be an issue for both customer and maker. As it was, a set of winding leads had been displaced and were addressed before shipment, with subsequent SFRA tests meeting expectation before the transformer left the factory.
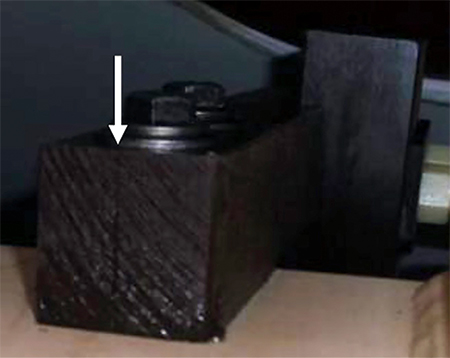
Figure 3: Lead Support Beams with Cracked Laminations
Transport and Installation
The data from the SFRA was used to solve a problem, which may have been attributed to transportation issue
As discussed by Griesacker et al. [5] at the International Conference of Doble Clients, this situation can also be addressed through visual inspection. In the case mentioned, a transformer had suffered a series of low-level impacts, none greater than 3.0g, as a result of rail transport. Inspection showed several issues, including coil block movement and lamination buckling. Figure 3 shows a crack in the laminated insulation of a lead support beam, which is likely to weaken the beam and mean that the probability of transformer failure due to lead movement, under fault or energization inrush currents, is increased. The reliability of the transformer is likely reduced and through multiple such small variations, the overall dependability of the grid could be at risk.The paper [5] notes:
“The utility’s initiative to follow up on this seemingly small impact event has probably prevented a failure and subsequent unscheduled outage, considering the true condition of the transformer that was uncovered during internal inspections. The conservative approach and thoroughness in investigating the transformer condition while under pressure to meet project deadlines proved to be invaluable.”
It may have been a conservative approach, but the need to identify and address condition and possible performance issues early, before they lead to reliability issues, is clear.
Insurance Views
In a round-table discussion of insurance company views of transformers, asset management and condition monitoring, attended by HSB Insurance, Aegis and other companies, it was noted that “… part of the pricing … is actually based on how well they believe you manage assets.”
Maintenance is both a means to address condition and performance issues and through poor maintenance practices, is itself a cause of failure and unreliability. Both Marsh and HSB have presented discussions of transformer failures at Doble’s “Life of a Transformer” seminar, which indicate the role of poor maintenance as a catalyst for advanced failure. Don Schubert of Marsh Insurance stresses ”mode of failure, time to failure.” Maintenance may take place at intervals of several years to more than a decade, and failure modes may be substantially less than this duration. Annual dissolved gas analysis (DGA) of transformer oil may indicate incipient failure modes, but not always. In addition, some components, such as bushings, may have failure modes, which are not identifiable through regular DGA or testing. In such cases, condition monitoring may be of value.
Condition Monitoring
There is an interesting statistic quoted by Don Schubert, which states that companies that apply condition monitoring have 3 percent lower insurance payouts required in comparison to those that do not apply the approach. This does not mean that an organization that applies condition monitoring will automatically see a consequential reduction in claims and payouts. Successful application of condition monitoring is an aspect of an organization with strong asset management; it is embedded in the culture of the organization rather than something added to it.
Condition monitoring will bring value in terms of improving reliability if we apply the three C’s:
- Control the measurement being made and what it implies for failure modes that apply, and the timescales under which they operate; plan response
- Understand the context of the measurement and whether there is a relationship with load or temperature
- Come to a reasonable conclusion and act upon it
Condition monitoring has shown that it can avoid incipient failures, including identifying issues with bushings, tap changers and windings. Figure 4 shows the leakage current magnitude, taken hourly, from three bushings of a type known to have a higher than average failure rate – one of over 100 sets monitored.
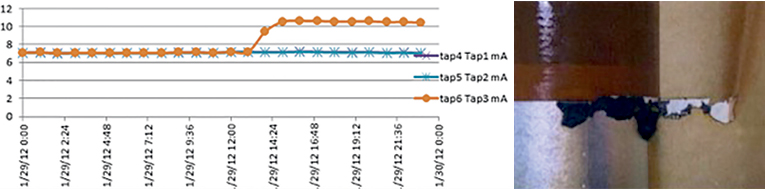
Figure 4: Leakage Current Magnitude and Related Bushing Deterioration – Incipient Failure Prevented
The sudden change generated a top-level alert, which was acted upon by the bushing owner and operators – in fact, the response was the subject of a written policy, requiring the removal of the transformer from service within two minutes. It is this formal approach that prevented the failure and reliability issue– having a plan, and then acting upon the plan. A forensic tear down showed advanced deterioration within the bushing insulation, with just a few hours left before a bushing failure and likely catastrophic transformer failure. It was estimated that the cost of the avoided interruption was of the order of US $10M. The cost of the monitoring, in comparison to the cost of the power transformer, is small, but in comparison to the cost of the interruption, the monitoring cost is minuscule.
A sudden change in hydrogen levels, though not breaking any standards or guidelines, generated a rate-of-change alert and an investigation ensued. Gas levels were low – too low to trigger several of the diagnostic tools available – but the gases indicated the onset of a hightemperature thermal fault. This was traced to a loose tap changer lead, which was addressed in a timely manner.
In the cases described, condition monitoring provides value in managing reliability, but in both cases, and in many others, that value is only realized through the setting of appropriate alert levels, having a planned and timed intervention to those alerts, and then carrying out that intervention in a timely manner.
Asset Health and Risk: Managing Reliability
There has been a growth of interest in the concept of “asset health” and the related activity of giving assets a ”health index” for ranking and categorizing assets for replacement, maintenance and other interventions. Asset health is inextricably linked to asset performance, and in consequence, to asset reliability.
Generating a single number to represent the health of a complex asset with multiple sub-components is not a simple task or one that can be carried out without a very clear purpose in mind – including tracing the process through data available, failure modes identified, and timescales for interventions/actions. This process can help improve reliability if the method is technically justifiable and auditable – too many systems start with data, use a set of algorithms and then produce a number that may have no actual meaning. Using a regular automobile as an analogy, we would probably not plan for a new car just because the tire pressure is low; there may be far better means to address the situation.
It must be noted that the asset health index approach is a means to identify intervention candidates, and is not “the answer”: there must be confirmation and supporting data through a detailed assessment. This requires an analysis of the business need: is the power transformer planned for replacement based on capacity requirements – in which case, can we leave it until that plan occurs? If the failure mode is likely to be non-catastrophic, can we let the transformer fail – and prepare by bringing up a spare and having everything ready? This becomes a risk analysis – looking at the transformer failure as a hazard to reliability and managing the condition and the consequence.
Conclusion
To ensure reliable performance, we need to consider all aspects of a transformers life and the “experiences” it has had. Reliability doesn’t just happen, and the consequence of poor life management at the outset, or during operational life, can impact reliability significantly. It is well understood that the operational phase of a power transformer’s life — when it is installed, carries load and is maintained — is the largest part of the overall life. The possible impacts of maintenance and deterioration in service are also generally well understood, but the life of a transformer is affected from day one of the needs assessment and the specification and design review process. Everything that occurs before the transformer is delivered and commissioned can affect the resultant operation, and must not be ignored.
Reliability doesn’t just happen.
 Tony McGrail is Doble Engineering Company’s solutions director for asset management & monitoring technology, providing condition, criticality and risk analysis for utility companies. Previously, McGrail spent more than 10 years with National Grid in the UK and the U.S.; he has been a substation equipment specialist, with a focus on power transformers, circuit breakers and integrated condition monitoring and has also taken on the role of substation asset manager and distribution asset manager, identifying risks and opportunities for investment in an ageing infrastructure. McGrail is a Fellow of the IET, a member of the IEEE and the IAM, is currently chair of the Doble Client Committee on Asset and Maintenance Management and a contributor to SFRA and other standards at IEEE, IEC and CIGRE. His initial degree was in physics, supplemented by an M.S. and a Ph.D. in EE and an MBA. McGrail is an adjunct professor at Worcester Polytechnic Institute, MA, leading courses in power systems analysis.
Tony McGrail is Doble Engineering Company’s solutions director for asset management & monitoring technology, providing condition, criticality and risk analysis for utility companies. Previously, McGrail spent more than 10 years with National Grid in the UK and the U.S.; he has been a substation equipment specialist, with a focus on power transformers, circuit breakers and integrated condition monitoring and has also taken on the role of substation asset manager and distribution asset manager, identifying risks and opportunities for investment in an ageing infrastructure. McGrail is a Fellow of the IET, a member of the IEEE and the IAM, is currently chair of the Doble Client Committee on Asset and Maintenance Management and a contributor to SFRA and other standards at IEEE, IEC and CIGRE. His initial degree was in physics, supplemented by an M.S. and a Ph.D. in EE and an MBA. McGrail is an adjunct professor at Worcester Polytechnic Institute, MA, leading courses in power systems analysis.
Bibliography
1. “Wind Farm Transformers Design Considerations”, Ayers, Dickinson, 78th International Conference of Doble Clients, Boston, USA, 2011
2. “Design Review And Factory Inspections”, Corsi et al., 77th International Conference of Doble Clients, Boston, USA, 2010
3. “Transformer Internal Inspection Tutorial” Prout, 73rd International Conference of Doble Clients, Boston, USA, 2006
4. “SFRA Identifies Problems Prior to Shipment” Leal, McGrail, 78th International Conference of Doble Clients, Boston, USA, 2011
5. “Transformer Transportation Damage, A Case Presentation Of A Low Impact Event” Griesacker et al., 77th International Conference of
Doble Clients, Boston, USA, 2010